

Zobacz co musisz wiedzieć aby dobrze spawać
Spawanie łukowe z metalem w osłonie gazowej (GMAW) to proces, który zachodzi, gdy między materiałem podstawowym a drutem elektrodowym podawanym w sposób ciągły powstaje łuk elektryczny. Stopione jeziorko spawalnicze jest chronione przed atmosferą przez gaz osłonowy, który opływa drut spawalniczy i samo jeziorko spawalnicze. Ciepło z łuku elektrycznego topi metal nieszlachetny i spoiwo drutowe wprowadzane do jeziorka spawalniczego.
Podczas gdy wiele zmiennych może wpływać na jakość spoiny, w tym rodzaj i grubość materiału podstawowego, cztery główne czynniki wpływające na nią: prąd spawania, napięcie spawania, odległość styku do miejsca pracy i prędkość posuwu.
Spośród wszystkich czynników spawalniczych napięcie i natężenie powodują najwięcej zamieszania, zwłaszcza u początkującego spawacza. A ponieważ są one uważane za jedne z głównych aspektów wpływających na spoinę GMAW, przyjrzymy się im bardziej szczegółowo.
Co to jest natężenie prądu podczas spawania?
Prąd spawania jest zmienną, która głównie kontroluje ilość metalu spoiny osadzanego podczas procesu spawania. Natężenie w amperach mierzy natężenie prądu elektrycznego, przy czym jego głównym wpływem na spawanie jest szybkość topienia elektrody i głębokość wnikania w materiał bazowy.
Prędkość podawania drutu (WFS), kolejna ze zmiennych spawalniczych, kontroluje natężenie prądu i stopień penetracji spoiny. WFS i prąd są bezpośrednio powiązane: wraz ze wzrostem jednego wzrasta drugi i odwrotnie. Jeśli WFS jest ustawiony zbyt wysoko, może to doprowadzić do przepalenia. Dzieje się tak, ponieważ wraz ze wzrostem prądu spawania spoina wnika głębiej w materiał podstawowy.
Spójrz na Tabela 1: Dane prądu spawania, aby zobaczyć, jak to działa w praktyce. Jak widać, szybkość podawania drutu była stopniowo zwiększana od spoiny 1 do spoiny 5, co z kolei zwiększało prąd spawania. Należy pamiętać, że operator spawalniczy ustawia WFS — a nie bieżący poziom — na zasilaczu GMAW-CV. Podstawowym sposobem regulacji prądu jest zmiana WFS.
Z tabeli widać, że wraz ze wzrostem prędkości podawania drutu wzrastało również natężenie prądu. Wyniki są widoczne na rysunku 1: Przekrój spoin od 1 do 5.
| Napięcie spawania | ||||||||
|
Numer spoiny
|
Napięcie spawania
|
Ustawienia | Dane |
Dopływ ciepła
(kJ/in) |
||||
| WFS (ipm) | Napięcie(v) | Prędkość (ipm) | WFS (ipm) | Napięcie (v) | Prąd (A) | |||
| 1 | 100 | 150 |
24
|
15
|
151 | 24.5 | 111 | 10.88 |
| 2 | 150 | 250 | 252 | 24.7 | 162 | 16.01 | ||
| 3 | 175 | 325 | 331 | 24.8 | 193 | 19.15 | ||
| 4 | 200 | 300 | 462 | 24.9 | 212 | 21.12 | ||
| 5 | 250 | 615 | 618 | 25 | 254 | 24.40 | ||
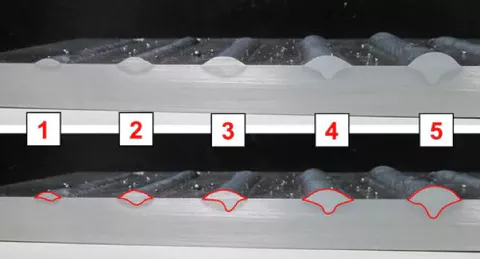
Zwróć uwagę na wzrost penetracji spoiny od spoiny 1 do spoiny 5. Przy utrzymywaniu stałych zmiennych napięcia i prędkości posuwu, wzrost prędkości drutu posuwu i prądu wskazuje na znacznie głębszą spoinę przesuwającą się od 1 do 5.
Należy również zwrócić uwagę na penetrację w spoinach 3-5 spowodowaną zmianą trybu przenoszenia metalu w łuku spawalniczym na tryb przenoszenia „spray metal”. Tryb transferu metalu zwykle zmienia się z trybu transferu kulistego na natryskowy powyżej 190 amperów prądu spawania dla określonych kombinacji metalu i gazu osłonowego.
Co to jest napięcie spawania?
Jeśli natężenie mierzy objętość elektronów przepływających przez prąd elektryczny, napięcie mierzy ciśnienie, które umożliwia im przepływ. Innymi słowy, jest to siła nośna prądu elektrycznego. Jaki wpływ ma to elektryczne „ciśnienie” (napięcie) na spoinę? Napięcie spawania kontroluje długość łuku: odległość między jęzorkiem spawalniczym a spoiwem drutowym w punkcie topnienia łuku. Wraz ze wzrostem napięcia ścieg spoiny spłaszczy się, a jego stosunek szerokości do głębokości wzrośnie. Sprawdź dane spawania w Tabeli 2:
| Napięcie spawania | ||||||||
|
Numer spoiny
|
Napięcie spawania | Ustawienia | Dane |
Dopływ ciepła
(kJ/in) |
||||
| WFS (ipm) | Napięcie (v) | Prędkość (ipm) | WFS (ipm) | Napięcie (v) | Prąd (A) | |||
| 7 | 18 |
325
|
17.5 |
15
|
328 | 18 | 177 | 12.74 |
| 8 | 21 | 20.4 | 328 | 21.1 | 174 | 14.69 | ||
| 9 | 23 | 22 | 327 | 22.7 | 173 | 15.71 | ||
| 10 | 26 | 25.2 | 328 | 26 | 185 | 19.24 | ||
| 11 | 30 | 29.2 | 328 | 30.1 | 208 | 25.04 | ||
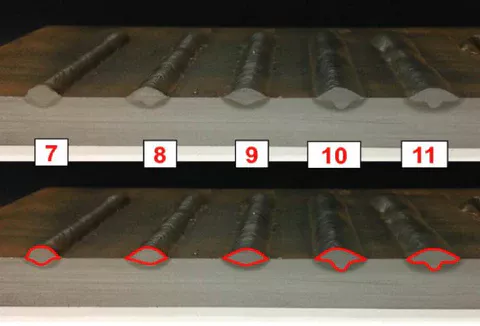
Podczas gdy prędkość posuwu, prędkość podawania drutu i natężenie prądu pozostawały stałe, zmieniało się napięcie. Oczywiście napięcie ma niewielki wpływ na penetrację. Możesz zobaczyć wpływ napięcia na powierzchnię spoiny, pomagając jej ułożyć się płasko i zmyć na krawędziach. Zbyt duże napięcie może spowodować, że spoina będzie płaska, wklęsła lub podcięta. Zbyt niskie napięcie może spowodować tandetny ścieg spoiny lub może przyczynić się do braku wtopienia. Rysunek 2 pokazuje to poszerzenie ściegów spoiny od 7 do 11 wraz ze wzrostem napięcia. Widać, że penetracja pozostała stała dla spoin 7-9, ponieważ prąd się nie zmienił. Spoiny 10 i 11 wykazały taki sam wzrost penetracji jak w spoinach 3-5, jak również wzrost prądu spawania. Wraz ze wzrostem długości łuku proporcjonalnie do wzrostu napięcia zmniejsza się wydłużenie elektrody i odległość od końcówki prądowej do miejsca, w którym drut spawalniczy topi się w łuku.