
Najlepsze praktyki dotyczące wyboru i ustawiania szpuli drutu spawalniczego
Opakowania spoiwa, takie jak szpule, mogą wydawać się nieistotną częścią operacji spawania. Jednak rodzaj i rozmiar szpuli wybieranej przez firmę może mieć znaczący wpływ na produktywność, jakość i koszty.
Ważne jest nie tylko dokonanie właściwego wyboru do danego zastosowania, ale także prawidłowe ustawienie szpuli z drutem spawalniczym, aby zapobiec problemom związanym ze złym podawaniem drutu. Takie problemy mogą mieć dalekosiężny zasięg i prowadzić do dodatkowych kosztów związanych z wymianą materiałów spawalniczych oraz przestojów w celu rozwiązywania problemów. Ponieważ robocizna stanowi już około 85% całkowitych kosztów operacji spawania, utrzymanie czasu zajarzenia łuku jest kluczem do wydajności i rentowności.
Jak wybrać szpule z drutem spawalniczym
Specyficzny typ szpul z drutem spawalniczym różni się w zależności od producenta spoiwa.
Każda z tych szpul zawiera piastę, która jest montowana na podajniku drutu za pomocą zespołu wrzeciona. W zależności od producenta spoiwa i rodzaju użytego drutu — litego, z rdzeniem metalowym lub z rdzeniem topnikowym. Te zakresy są prawdziwe dla drutu stalowego; druty aluminiowe mają różne standardowe opakowania. Zazwyczaj cięższe druty spawalnicze są pakowane na szpulach z płyty pilśniowej ze względu na ich solidną konstrukcję.
Istnieje kilka czynników, które określają właściwą szpulę spawalniczą do danego zastosowania. W niektórych przypadkach decyzja może zostać podjęta na podstawie tego, co jest dostępne dla danego typu i rozmiaru drutu. W przypadku firm zaangażowanych we wdrażanie i utrzymywanie inicjatyw recyklingu szpula z tworzywa sztucznego lub stali może być preferowana zamiast szpuli z płyty pilśniowej.
Przenośność i produktywność mogą również mieć duży wpływ na wybór szpuli — szczególnie przy wyborze określonej wagi szpuli spawalniczej. Jeśli spawanie będzie odbywać się w miejscu stacjonarnym, przy użyciu podajnika stołowego, często opłaca się zakup większej szpuli, aby zminimalizować przestoje związane z przezbrojeniem. Jeśli operacja wymaga od spawacza zmiany lokalizacji, mniejsza szpula jest lepsza, aby uprościć przenoszenie. W tym przypadku szpula zostałaby dodana do podajnika przypominającego walizkę.
Właściwe ustawienie szpuli spawalniczej do spawania metodą MIG lub rdzeniem topnikowym jest kluczem do zapobiegania niepotrzebnym przestojom związanym z rozwiązywaniem problemów lub usuwaniem problemów. Nieprawidłowa konfiguracja może prowadzić do problemów, takich jak słabe podawanie drutu, zagnieżdżanie się drutu (splątanie drutu w rolkach podających), przepalanie się drutu (topienie się drutu w końcówce prądowej) i zacinanie się drutu, które prowadzi do słabej stabilności łuku.
W ramach najlepszych praktyk wykonaj poniższe czynności, aby założyć szpulę na podajniku stołowym.
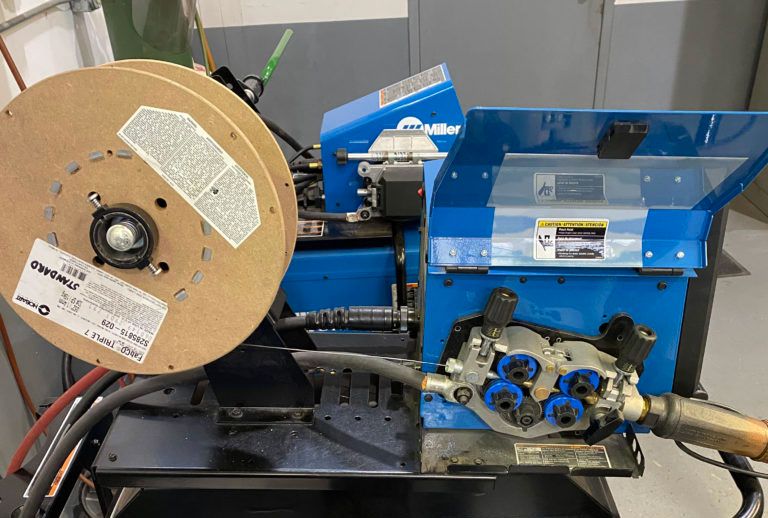
- Trzymając szpulę od dołu (a nie za krawędź), umieść ją na zespole szpuli, dopasowując otwór na szpuli do kołka w podajniku drutu. Pomaga to utrzymać naprężenie drutu w podajniku. Jeśli nie jest wstępnie ustawiony, ustaw naprężenie piasty na szpuli, aby upewnić się, że nie rozwinie się po zatrzymaniu spawania.
- Pamiętaj, aby wziąć pod uwagę kąt prowadnicy wlotu, aby określić kierunek podawania drutu. Jeśli prowadnica jest ustawiona pod kątem, drut powinien być podawany od góry szpuli. Jeśli pistolet jest płaski, drut musi być podawany spod szpuli. Właściwy kierunek drutu pomaga zapobiegać ślizganiu się rolki napędowej, nadmiernemu zużyciu prowadnic wlotowych i możliwemu zagnieżdżaniu się ptaków. Umieść zacisk mocujący na miejscu, aby zabezpieczyć szpulę.
- Otwórz rolki napędowe za pomocą pokrętła na podajniku drutu i upewnij się, że masz odpowiednie rolki do rodzaju używanego drutu. Zwykle druty proszkowe z rdzeniem topnikowym i samoosłonowym oraz druty z rdzeniem metalowym wykorzystują radełkowane rolki napędowe w kształcie litery V. Druty aluminiowe wykorzystują rolki napędowe z rowkiem w kształcie litery U.
- Jeśli szpula z drutem jest nowa, odetnij krótki, zagięty koniec drutu, który został przymocowany do szpuli, tak aby drut był prosty. Uważaj, aby dobrze trzymać drut, aby się nie rozwinął. Przeprowadź drut przez pierwszą prowadnicę wlotową, pierwszy zestaw rolek podających, prowadnicę pośrednią do drugiego zestawu rolek podających i do kołka zasilającego z tyłu uchwytu MIG. Podobnie jak w przypadku rolek napędowych, upewnij się, że prowadnica wlotowa jest odpowiedniego typu i rozmiaru. Użyj plastikowych prowadnic do drutu aluminiowego i stalowych prowadnic do innych rodzajów drutu. Prowadnice wlotowe są zwykle dostarczane z rolkami napędowymi i są zaprojektowane tak, aby były nieco większe niż średnica drutu.
- Zamknąć obudowę podajnika na podajniku drutu i ustawić napięcie rolki napędowej, obracając pokrętło na podajniku drutu. Dobrą praktyczną zasadą jest ustawienie naprężenia do połowy obrotu poza ślizganie się drutu. Unikaj nadmiernego dokręcania rolek prowadzących, ponieważ może to zdeformować drut i doprowadzić do mechanicznego zużycia końcówki prądowej, błądzenia łuku i innych problemów z podawaniem.
- Poruszaj drutem, aż przejdzie przez całą długość uchwytu MIG. Umieść końcówkę kontaktową na przewodzie i dokręć. Następnie dodaj dyszę. Sprawdź napięcie rolki napędowej, wprowadzając drut do dłoni w rękawiczce, jednocześnie zwijając drut w małą kulkę. Drut powinien być podawany płynnie, bez poślizgu.

Przechowywanie szpul
Oprócz wybrania najodpowiedniejszej szpuli i prawidłowego jej ustawienia, ważne jest, aby chronić znajdujący się na niej drut spawalniczy poprzez odpowiednie przechowywanie. Po zakupie nowej szpuli przechowuj ją w oryginalnym, nienaruszonym opakowaniu i przechowuj w chłodnym, suchym miejscu. Pomaga to zapobiegać wchłanianiu wilgoci, która mogłaby wprowadzić wodór do spoiny, potencjalnie prowadząc do pęknięć, porowatości i innych nieciągłości i defektów spoiny. Jeśli to możliwe, wyjmij szpulę po spawaniu i umieść ją w oryginalnym opakowaniu. Jeśli nie jest to wykonalne, najlepiej przykryć szpulę, gdy jest jeszcze na podajniku drutu.
Podobnie jak w przypadku każdego aspektu operacji spawania, w przypadku jakichkolwiek pytań dotyczących szpul spawalniczych lub innych opakowań spoiwa należy kontaktować się z zaufanym producentem spoiwa lub dystrybutorem spoiwa.